Promotional Features


Boost your technology to mitigate unexpected manufacturing challenges
The challenges of the past year, from the uncertainty of the pandemic through to the finalisation of Brexit, have brought a period of unprecedented challenge and opportunity to the food industry. For those businesses that have had the agility to ramp up production to meet increased demand, or that have changed their processes to identify a new audience, the results have been rewarding.
The need for an extended shelf life and the heightened attention on site and food safety, together with the public’s growing interest in food waste and sustainability, mean there has never been a more complicated time for food manufacturers that are trying to keep their businesses growing. Innovations to bring modern technology into the production process must be a constant focus as companies see the bar raised by competitors.
"Now more than ever, technology needs to come into play to maximise efficiency in the workplace"

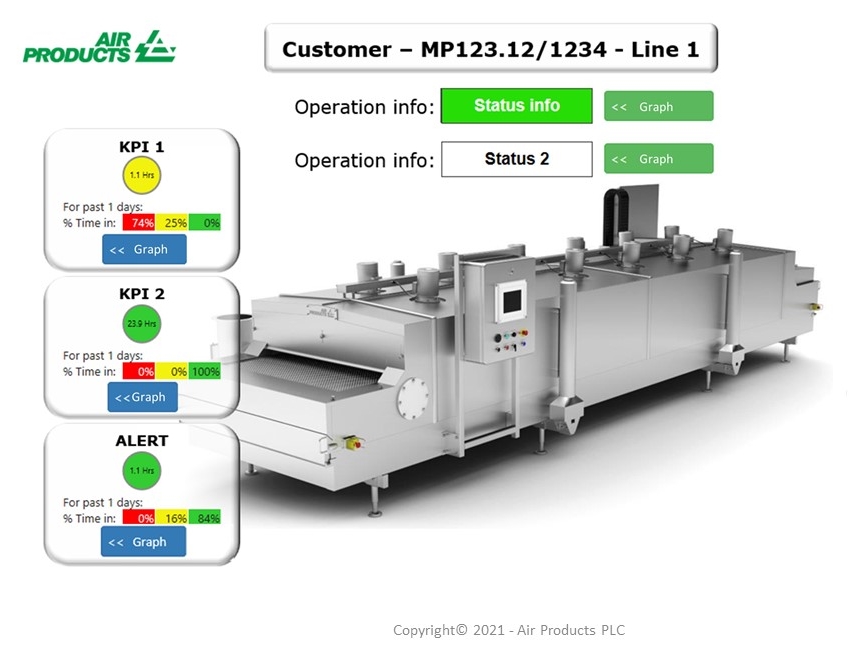
Now, more than ever, technology needs to come into play to maximise efficiency in the workplace and keep a track on production lines. This includes remote monitoring, using sensors and wireless communications technology to monitor process efficiency, customer production rates, machine settings, parameters and historical data. It allows manufacturers to see whether processes are running as smoothly as they could be or if there is a way to boost efficiency. Data of this kind optimises freezing and chilling processes, saving time and money by providing the information needed to minimise gas usage, while ensuring product quality remains high.
In addition, an overview of how machines are performing helps to guard against unsafe practices and allows for preventative maintenance processes to be carried out before operational failures occur. The ability to diagnose faults remotely reduces downtime and allows for immediate intervention without the need for additional technicians to be brought on-site – ensuring a safe environment and a speedy resolution.
Not only is this a gamechanger in the long term, it will also resonate with those looking to control the number of staff based on-site due to Covid-19 restrictions. Remote monitoring capability means producers can review the efficiency of their operations off-site, checking activity and finding ways to improve productivity while working from home.
Unexpected societal events, such as Brexit and Covid-19, continue to affect operations across the sector, and manufacturers have been searching for ways to respond. Recent figures from the UK Food and Drink Federation have highlighted just how difficult manufacturers have found it to export their products to mainland Europe, for example, with February 2021 figures down 40% on the same month last year. With producers increasingly concerned about delays to their importing and exporting procedures many are turning to new solutions to boost the shelf-life of their products, protecting them should deals fall through or take longer than expected.
However, by combining modified atmosphere packaging (MAP) solutions with cryogenic freezing technology to extend shelf-life, production bottlenecks can be avoided and customers are able to stock seasonal products or to add to their product lines by moving from frozen to chilled and vice versa.
It’s important to have expertise on your side when a new problem arises. Air Products aims to help its customers tackle all of the above issues, working in collaboration and partnership to identify and implement bespoke solutions to whatever challenges they face. For example, its latest pilot scheme, Air Products Process Intelligence (APPI), aims to revolutionise the production line through remote monitoring, while its Superfresh solution, the result of extensive scientific studies, is a patented process that uses cryogenic freezing and MAP to provide customers with greater shelf-life without compromising on quality. The Air Products team discovered how the process can slow down food deterioration during and after thawing – allowing frozen thawed products to offer comparable, or even greater, quality, appearance and shelf life to that of a product chilled using MAP.
Whether you’re adapting to changing circumstances in society, trying to grow sustainably or keeping on the pulse of the latest innovations in the sector, Air Products has the technical ability and expertise to help. Contact its expert team on 0800 389 0202 or click here.
For more details on Air Products, please click on video below: