As plant manager, I am responsible for the production of up to 1M boxes of cereal a day. It can be a challenge, but it’s one I relish.
I have just celebrated 20 years at Kellogg, the past eight of which have been in my current role. Some of my time at the company was spent at our European headquarters in Dublin, which helped give me a much broader understanding of the cereal business and the supply chain.
My responsibility, first and foremost, is to make good quality food. Of course, ensuring the safety of our staff is paramount too.
And then it’s about achieving a desired cost-competitiveness, getting deliveries right, and all the other key performance indicators associated with manufacturing.
We make all of our best known products on this site, including Corn Flakes, Frosties, Crunchy Nut Corn Flakes, Rice Krispies and Coco Pops.
You have to play to your strengths, and we are a volume-focused site. In fact, we are the biggest cereal supplier to the UK market, and the UK market is the biggest cereal market in Europe.
Everything that we make on site just comes from three grains corn grits, rice berries, and wheat. We have three main processing lines, one for each of the grains, and the process of drying, flaking, milling and toasting them takes around four hours. We run our machines 24/7, but we’ll have fixed shut-downs for deep-cleaning and maintenance activity.


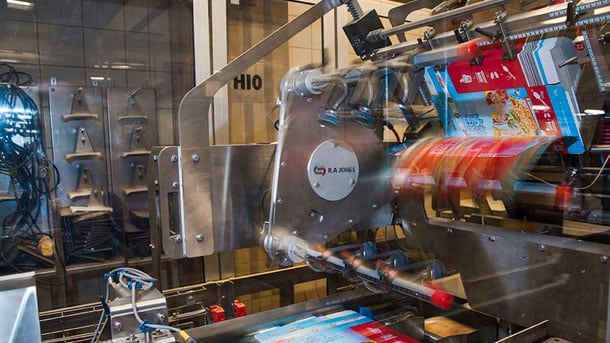
The factory (Back to top)
The factory processes 105Mkg of grains annually, which presents a forecasting challenge. The Kellogg Company has contingency plans in place to deal with fluctuating crop demand, but on an operational basis we still have to be prepared if, say, a retailer announces it wants to run a promotion on a product and needs 40,000 cases of additional volume over the following month. So, a lot of effort goes into forecasting, both annually and over a 12-week period, but they are never going to be perfect.
The site has gone through quite a significant rationalisation as part of Project K [Kellogg’s four-year cost-cutting programme launched in 2013 to mitigate declining cereal product sales], and we have lost around 100 permanent staff.
It’s important to note, however, that each of those employees left on good terms through a voluntary programme. Also, despite going through this rationalisation, we have managed to achieve our highest employee engagement scores in my time at the company.
Part of that is down to a change to how we communicate with staff. Rather than me and the management team coming up with ideas and solutions, we are now much more inclusive.
We used to share the business results to everybody each quarter. However, engagement surveys told us that they thought there was too much one-way traffic. As a result, we now run what we call ‘culture sessions’, which are much less formal meetings held once or twice a week, where we have a discussion with seven or eight staff. It gives them the opportunity to talk about whatever they want, and they get an unfiltered view of what’s driving the business.
This way, you can find out what is frustrating people, and how those frustrations can be an opportunity to improve as well.


Dragon’s Den competition (Back to top)
As part of our strategy to continue developing employee engagement, last December we ran our very own Dragon’s Den competition, focusing on our biscuit products. We brought over some corporate directors from Ireland to judge it, and the results were fantastic. I don’t think I have ever been as proud working for the company, as when watching our teams present their ideas. It was brilliant.
From that, we generated more than 10 ideas, and some of them will probably make it onto the supermarket shelves at some point.
For us, Project K has essentially been about how to make the same products, but more effectively and efficiently than before.
A lot of the cost savings are being reinvested back into the site. We’re investing in new packing lines and processing facilities, which will make our production speeds faster.
We try to follow as many lean manufacturing principles as we can, and that includes having one business unit dedicated towards the delivery of corn through to getting the products out of the door.
While our production volumes over the past four or five years have been pretty static, we do our best to move with the times. We have reduced salt by 57% across all our products, and sugar in Special K and All-Bran and we are looking at how to reduce sugar in our kids’ cereals. It’s not something you can do quickly you have to make gradual changes, otherwise consumer tastes won’t keep up.
The breakfast cereal market is a competitive as it’s ever been, but this factory has been producing Corn Flakes for 78 years, and people will still be buying our products in 10 and 20 years’ time.
Our products are brands that people grew up with, and continue to be a relatively easy, nutritious form of breakfast. That isn’t going to change any time soon.
Factory facts
Location: Barton Dock Road, Stretford, Manchester. M32 8RA
Size: 119,000m2
Staff: 400 permanent, plus 100 contracted.
Turnover: £2.24bn (global sales)
Main Products: Corn Flakes, Crunchy Nut Corn Flakes, Frosties, Rice Krispies, Coco Pops, Frosted Wheats, Raisin Wheats.
Customers: All retail, wholesale and foodservice channels. Some export markets.
Production Lines: Three main processing lines one each for corn, rice and wheat. Two packing lines.
Total Factory Output: Up to 1M boxes a day, equal to 105Mkg of product annually.
Personal
Name: Tony O’Brien
Age: 46
Domestics: Married, with three boys.
Outside Work: All of my boys play football, so I’m a touchline dad. I much prefer watching them than a Premier League match.
Greatest Achievement: Working with the team locally to generate the ideas for the transformation that we’re going through. I think it shows the power of teamwork if you get the dynamics right, you can overcome any challenge.
Advice to Younger Self: Focus on the people more than the task. When I started at Kellogg, I looked at my job as a set of tasks. Today, tasks still have to be done, but getting the people part right is paramount.